MCL – MATERIALS CENTER LEOBEN FORSCHUNG GMBH
22
FORSCHUNGSPROGRAMM
COMET K2 MPPE
Highlights
Rasante Boliden durch Hochleistungsdruck-
guss
Leichtere Bauteile für mehr Fahrvergnügen
Um Automobile in wenigen Sekunden auf 100 km/h zu beschleunigen und Höchstge-
schwindigkeiten von über 300 km/h zu erreichen, zählt neben einem leistungsstarken
Motor jedes Kilogramm an eingespartem Fahrzeuggewicht. Konsequenter Leichtbau
unter Einsatz von Aluminium- und Magnesiumlegierungen führt zunehmend zur Sub-
stitution von ehemaligen Stahlteilen wie Ölwannen, Getriebekästen und sogar ganzen
Fahrzeugtüren. Um solche Bauteile herzustellen, wird das Leichtmetall erhitzt und im
flüssigen Zustand in sogenannte Druckgussformen unter hohem Druck eingespritzt.
Das entstandene Gussteil bedarf nur noch geringer mechanischer Endbearbeitung.
Einer der Weltmarktführer für diese Automobildruckgussteile ist die Georg Fischer
GmbH in Altenmarkt (Steiermark), ein Standort von GF Automotive.
Druckgussformen sind ein wesentlicher Erfolgsfaktor beim Druckgießen, aufgrund
der limitierten Lebensdauer stellen sie einerseits einen Kostenfaktor dar, anderer-
seits beeinflussen sie aber auch die Qualität der Gussteile.
Das Eisen schmieden solang es noch heiß ist
Damit die Formen trotz der im Minutentakt wiederkehrenden, ermüdenden und
schädlichen Temperaturbeanspruchung eine lange Lebensdauer haben, bekom-
men sie vorab ein „Training“ in Form einer sogenannten Wärmebehandlung, durch
die der eingesetzte Warmarbeitsstahl möglichst hart und zäh wird. Ähnlich wie ein
Schmied, der sein rotglühendes Stück Metall zuerst mit dem Hammer in Form bringt
und es anschließend in einem Öl- oder Wasserbad abschreckt, also härtet, werden die
Druckgussformen in einem Vakuumofen zuerst auf etwa 1000°C erhitzt und dann mit
einem Stickstoffstrom abgeschreckt. Die im Vergleich zur Ölabschreckung sanftere
Gasabschreckung minimiert die während des Abschreckens auftretenden Spannun-
gen, so dass auch bis zu 6 Tonnen schwere Formen nicht zerbrechen. Die derart ge-
härteten Formen werden nun mehrmals auf etwa 550°C erwärmt, um dem Stahl ge-
nau solche Zähigkeitswerte zuzuordnen, die er für die Produktion von bis zu 100.000
Druckgussteilen braucht. Diese Veränderung der mechanischen Eigenschaften ist auf
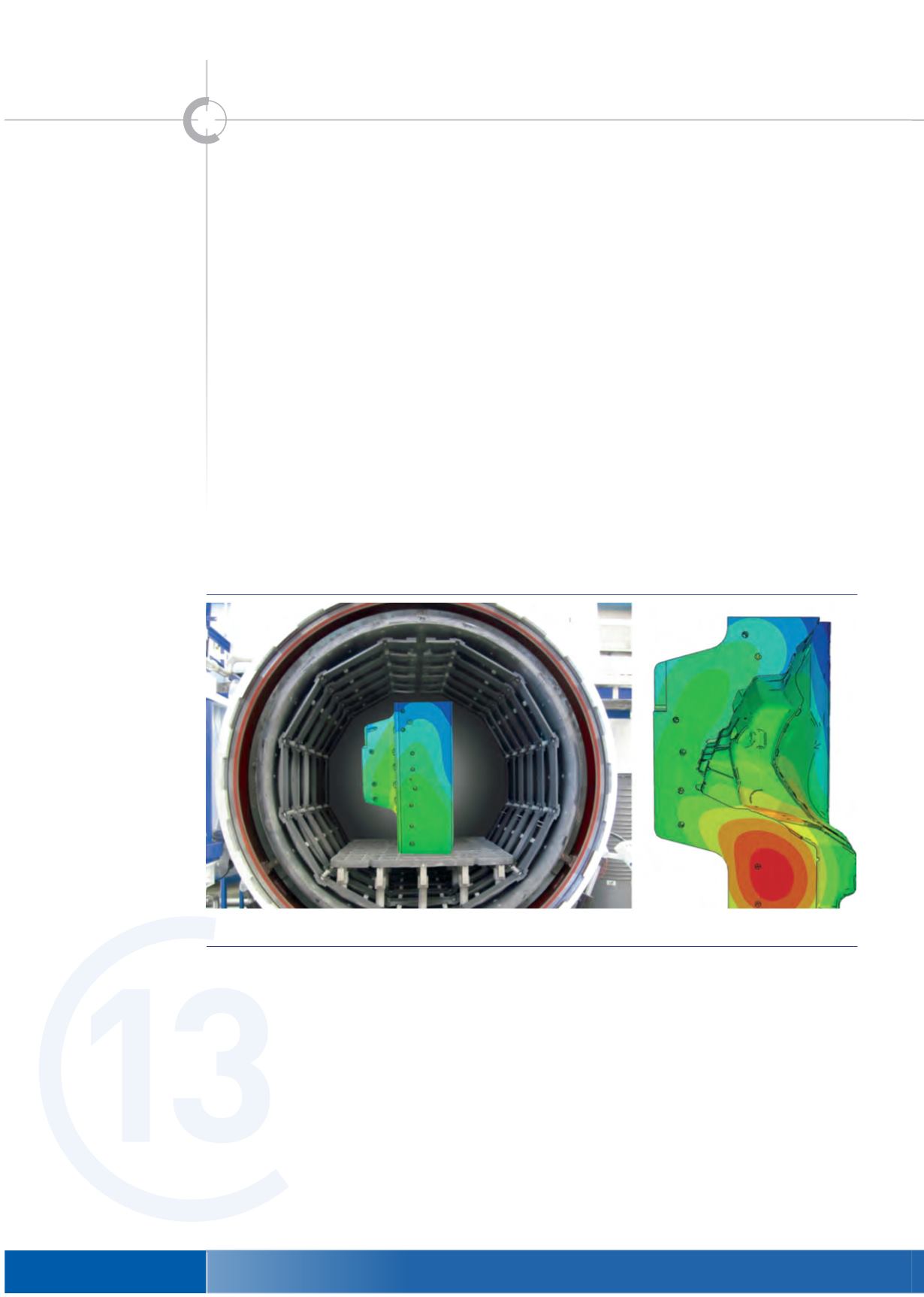
Temperaturverlauf in einer Druckgussform während des Härtens im Vakuumofen (Quelle: TAG S.r.l., Via Marconi 9, Dolzago, Italien)


